



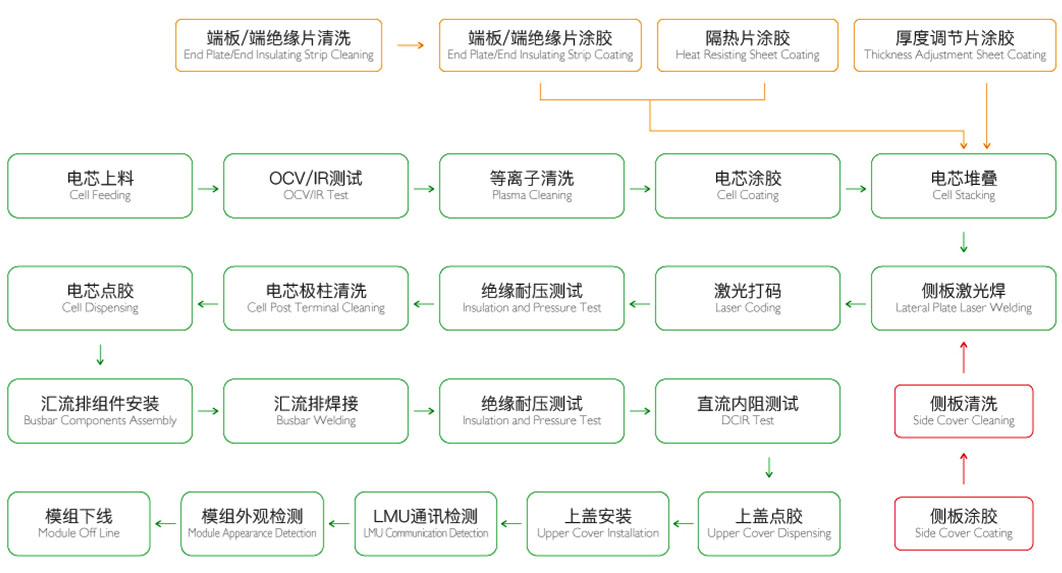
方殼儲(chǔ)能模組PACK裝配生產(chǎn)線主要包括:電芯上料、電芯處理檢測(cè)、電芯堆疊、Busbar焊接、加熱膜粘貼、模組測(cè)試、下箱體上線、插接件安裝、模組入箱、銅牌線束安裝、PACK測(cè)試、PACK下線打包,可以實(shí)現(xiàn)基于機(jī)器人自動(dòng)化、信息化制造。
1、電芯上料:電芯上料抓手采用全兼容抓手,電芯夾緊寬度可以根據(jù)不同電芯伺服調(diào)節(jié),每次抓取1列電芯,抓手具備電芯在位檢測(cè)防墜落機(jī)構(gòu),抓取電芯效率節(jié)拍更高,兼容性柔性化更高。
2、Buabar激光焊接:焊接采用雙工位的模式,實(shí)現(xiàn)不間斷的焊接作業(yè),提高節(jié)拍;機(jī)器人帶動(dòng)振鏡頭將匯流排完整的焊接到電芯的正負(fù)極端,并將數(shù)據(jù)上傳至MES系統(tǒng);實(shí)時(shí)監(jiān)控焊接實(shí)際功率,實(shí)際焊接速度、實(shí)際離焦量、氣體保護(hù)流量等,并進(jìn)行本地保持,設(shè)備自動(dòng)生成、保存這些信息并上傳到MES系統(tǒng)。
3、EOL測(cè)試:人工插接測(cè)試插頭,自動(dòng)啟動(dòng)測(cè)試;EOL測(cè)試包含:BMS信息及CAN通信測(cè)試、交流阻抗測(cè)試、電池總電壓測(cè)試、接觸電阻測(cè)試、DCDC測(cè)試、BMSI0功能測(cè)試等等;順序切換測(cè)試通道完成所有測(cè)試項(xiàng),測(cè)試完成后數(shù)據(jù)自動(dòng)上傳至MES。

華數(shù)錦明微信公眾號(hào)
地址:江蘇省常州市武進(jìn)高新技術(shù)產(chǎn)業(yè)開發(fā)區(qū)西湖路16號(hào) 電話:0512-6288 6809 郵箱:robot.sales@hj-robot.com
版權(quán)所有:常州華數(shù)錦明智能裝備技術(shù)研究院有限公司 蘇ICP備18008015號(hào)-1